
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

... 钻孔攻丝器是一种用于钻孔和攻丝的快速更换系统,可在一个机头上进行两种操作。通过采用尽可能大的接触面积、硬度为 HRC 63 的优质材料和研磨离合器键,实现了极佳的耐用性。长期使用后,只需更换离合器键和扭矩橡胶,即可轻松恢复原始扭矩。 也可提供标准套装。更多信息请参见产品目录。 快速更换夹头可在数秒内快速更换丝锥和钻头 可调节的扭矩控制便于根据要攻丝的材料进行选择 简单高效的防止交叉攻丝系统确保了攻丝的稳定性 每个钻孔攻丝器都内置自动扭矩限制器 内置安全离合器和专用丝锥夹头确保攻丝安全 攻盲孔或通孔时无需调整扭矩 ...

... 新型 BHT 镗孔系统的特点是采用新型 HT 联轴器,适用于中重型加工,其特点是具有最大同心度的强扭转部件。 BHT 镗杆的工作范围从直径 250 毫米到直径 1.000 毫米,既可用于粗加工,也可用于精加工。 各种附件包括可调式 ISO-CA 粗加工刀筒和标准 TRM 63 精加工微测头,适用于镗孔、倒角和背面加工。 精加工配置的系统可通过配重进行平衡。 HT 连接 新型高扭矩联轴器系统 HT 系统的特点是具有极高的抗扭能力,其形状与 PSC 模块化系统的截顶锥相似。该系统的 ...
转速: 6,000 rpm
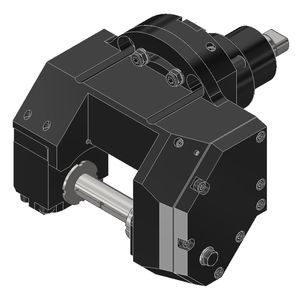
... 模块铣刀可以在没有 Y-B 轴的机床上生产外齿轮。因此,只需相对较少的投资即可替代 B 轴。同时,甚至可以在 VDI40/BMT65/BMT75 机床上生产模数为 3 的齿轮。 - 铣头可 360 度无级调节 - 最大齿轮模数为 3(取决于设计) - 用于固定铣刀的主轴可顺利更换(Ø8-Ø32) - 必须启用齿轮铣削循环(刀具驱动与 C 轴耦合) - 可省略邻近工位 ...

... 我们的 BMT 工具系统 为了在转塔上实现最佳定位,接口预设在刀具一侧。 这一接口优势由艾平格公司开发,目前已被多家机床制造商采用。因此,该接口已成为数控车削/加工中心的全球标准。 优势一览 不再需要调整刀架。 通过十字槽中的可调滑块,实现刀架在刀架上的最佳定位。 艾平格公司已为您预先设置好刀架。 延长刀具寿命,实现最佳经济性 四个夹紧螺钉确保高稳定性 我们的静态刀具精度等级 重复精度 < 0.005 mm 定位精度 < 0.01 mm 此外,我们还为您提供其他机床接口的工具解决方案。 ...

夹持范围: 38.2 mm - 55.7 mm
广泛适用于铣削、钻孔、螺纹铣加工和铰孔 圆柱刀柄和刀具的装夹,DIN 1835 B、E 型,以及DIN 6535 HB、HE 型 使用瓦尔特-蒂泰克斯 (Walter Titex) 刀具进行钻孔和铰孔 使用瓦尔特-普瑞特 (Walter Prototyp) 整体硬质合金铣刀进行粗加工 刀具 细长型液压刀柄 AB019 高扭矩传递 同轴精度和转位重复定位精度 0.003 mm 客户收益 ...
请说明:
您的建议是我们进步的动力:
剩余字数