
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

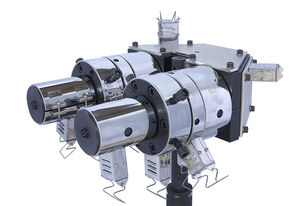
- 不受物料粘度变化的影响适应于HDPE/MDPE、PERT、PP/PP-R 、PPR- FBER、 PB、PS/ABS及HMW-PE管材生产,并有极稳定的加工特性; - 极低的压力损耗和低熔融体温度下的高挤出量; - 较低的熔体压力和熔体温度使管材内应力降至最低; - 大容量的顺畅流道确保管材内应力降至最低; - 高品质陶瓷加热器使用寿命长; - 管材内外表面光滑无划痕。


... 管材挤出模具头 由塑料管材挤出,如 HDPE,LDPE,PP,PPR,PPPH,PPPH,PPP,MPP,PERT 等 管材范围从:16-2000mm。 挤出模头应用螺旋结构,每个物料流道均匀。 每个通道经过热处理和镜面抛光,确保物料流动顺畅。 模具头结构紧凑,同时提供稳定的压力,总是 19 到 20Mpa。 在这种压力下,管道质量良好,对输出能力的影响很小。 可生产单层或多层管道。 芯材冷却装置 生产大直径和壁厚管道时,我们将使用冷却水或油与冷却风扇一起冷却模具头芯材,避免过热,确保良好的材料质量。 ...
... 管头也被称为管模具,是挤出机的连接出口,这种模具使管材形成于胶质材料,调整管材的壁厚度。我们公司向客户提供具有高产能的宽工作范围管头, 在相同的管头上,工作范围广,工作范围广,工作范围广,工作范围广,工作范围广。 不同的接头 所有壁厚均由 “可插拔系统” 组合成一个模具。 所有管头材料均被硝化 所有表面在塑料材料接触的地方进行抛光。 材料和电阻符合欧洲标准 ...

... 挤压过程始于专家对模具的制作。模具是铝材挤压的心脏,因此它对型材的表面质量、型材的尺寸公差、挤压废品率和生产速度等重要工序都有影响。 在模具加工过程中,我们使用最新技术的CAD/CAM软件,在严格的公差范围内为客户提供支持。我们拥有经验丰富的技术人员,能够在公司内部生产模具,并与当地和国际领先的供应商合作。因此,我们能够提供灵活的交货期,并在客户要求的情况下立即采取行动进行模具修改。 ...
请说明:
您的建议是我们进步的动力:
剩余字数