
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

... MRC Smart是一台自动机器,旨在完成方形或矩形材料的边缘,并对上边缘进行倒角。它是大理石、花岗岩、格雷斯瓷器、单烧和双烧、结块材料和砖的理想选择。 与MRC相比,MRC智能型具有更高的生产率,因为电机的功率更大,工具的直径更大。它还配备了一个自定中心的导向器,以对准入口处的材料并优化轮子的消耗。 ...

... MRM是一种有两个或多个头的双边整平机,它能够对砖的支撑面进行加工,并使铺设的砖与墙壁完全垂直。 使用两台MRM机器,可以对四面进行加工,获得一个良好的光洁度和正交的地板和覆盖砖。 使用MRM和它的矫正过程,可以使一些墙体滑行铺设,需要非常薄的砂浆接缝,厚度为1-2毫米。 ...

KNG 350 expert 以紧凑、装调最优的机器设计为基础,天生就适用于在外齿部部件的中批量和大批量生产中使用。集成的装载装置可确保最短的辅助生产时间,并且可操纵孔形件和波浪形工件。 全新实用且符合人体工学的机器设计与创新且易于使用的 KN grind 操作界面相结合,便于用户调试和优化磨削项目。功能强大的技术选项和针对不同应用的对齐和测量装置可确保达到极高的精确性和表面光洁度。
KAPP NILES

KX TWIN 系列的机器设计用于使用可修整和无需修整的刀具进行连续滚动磨削,特别适用于齿轮和轴的中批量和大批量加工的大量生产。 其设计包括两个相对安装在回转工作台上相同的工件心轴。在加工一个工件的同时,可以在另一个工件心轴上装载和卸载另一个零件并进行校准。 此机床设计最适用于使用标准化的、价格优惠的托盘输送带和装载单元组合进行自动装载。使用可选的高速磨削心轴(HS)时,还可以磨削需要直径为55毫米(滚动磨削)或20毫米(成型磨削)的刀具,且轮廓受到干扰的齿部。
KAPP NILES

主轴速度: 0 rpm - 25,000 rpm
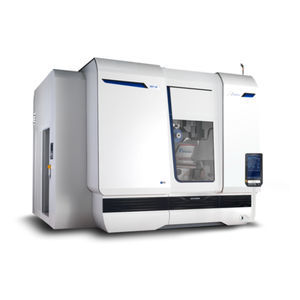
KNG 350 flex HS 以紧凑、装配优化的机床设计为基础,适用于直径不超过350毫米外齿工件的小批量至大批量生产加工。这类机床的特点是:即使采用小型刀具,也能实现最高的磨削质量和生产率。得益于25000 转/分钟的高速磨削主轴,带有干扰轮廓的齿轮可以使用直径55毫米以上(展成蜗杆磨削)或20毫米以上(成型磨削)的刀具加工。 这种设计为上下料方案的选择提供充分的灵活性:从手动上下料到小型自动化装置,再到机器人自动上下料系统。可选配的环式装料装置确保最短的非生产辅助时间,并且盘类工件和轴类工件都可以处理。实用且符合人体工程学的机床设计搭配便于用户使用的 ...
KAPP NILES

KNG 350 flex 以紧凑且装调最佳的机器设计为基础,在原型乃至大批量生产中使用。不仅可以加工外部啮合的工件,也可以加工内部啮合的工件。设计了性能经过优化且反向支撑的磨削心轴,用于宽度不超过200毫米的大型蜗杆砂轮。因此可以实现效率优势,特别是在加工大模数工件以及在精磨或抛光应用中使用 2 层蜗杆时。从手动装载到全面的自动化解决方案都适用,此设计提供了充分的灵活性。实用且符合人体工程学的机器设计与易于使用的 KN grind 操作界面相结合,给设置和优化磨削项目提供支持。 由于使用辅助心轴,所以可以使用小型轮廓砂轮。利用内部磨削装置,既可以加工渐开线内齿部,也可以加工特殊轮廓。
KAPP NILES

砂轮直径 : 500, 700 mm
JUCENTER CBN高速磨床将两种互补的磨削工艺组合到同一机床防护罩内。取代过去使用各自执行不同磨削任务的单机,如今使用一台JUCENTER磨床就可以通过两次单独的装夹完成磨削任务。成效是:高效率经济性磨削–并且保持顶级的精度。 亮点 加工速度快 机床可靠性高 成体投资低 占地需求少 操作成本低 操作人力需求低 使用在线量仪,尺寸精度高 控制系统带学习功能,可自动补偿圆度和其它尺寸误差 使用静压圆柱导轨(X轴,进给轴,轴向轴承),确保持续精度 磨削流程 加工传动轴 使用JUCENTER高速磨削传动轴时,1号工位磨削槽和端面。由于配置了B轴,砂轮主轴可以翻转,在极短的时间内磨削槽和端面。在2号工位执行多个对中心轴颈外圆的磨削。 1号工位使用CBN多砂轮组磨削对中心的轴颈外圆(轴颈和小头端)。与此同时,在下一次装夹(2号工位),其它砂轮头架执行非圆磨削 ...

主轴速度: 10,000 rpm
输出功率: 50 kW
X轴: 500 mm
... MÄGERLE MFP 50 设计紧凑,集灵活性和高性能于一身。作为 5 轴或 6 轴系统,该 CD 磨削和加工中心在加工具有挑战性的工件时能展现出最佳状态。 高轴速、最少的辅助时间和快速的刀具更换使 MFP 50 成为同类产品中生产率最高的机床之一。磨削、切削和钻孔等工序只需一次装夹即可实现,绝对完美。操作简单,生产效率高。 智能化设计原理将生产质量、安全性和成本效益提升到了一个新水平。冷却液喷嘴可通过两个轴进行控制,允许不受限制的自由移动和冷却液喷射的精确定位。主轴转速高达每分钟 ...
MÄGERLE AG Maschinenfabrik
主轴速度: 10,000 rpm
输出功率: 50 kW
X轴: 1,000 mm
... 通过MFP 100,Mägerle AG Maschinenfabrik以一种特别灵活的磨削中心扩展了MFP系列。新型磨削中心的特点是高工作速度、快速换刀和可扩展的换刀装置。 一次装夹就能实现多种多样的操作 Mägerle美盖勒专门为那些需要在一次装夹操作中对重型和复杂工件进行多面加工的市场设计了MFP 100。新型Mägerle美盖勒磨削中心拥有50 kW主轴功率和宽敞的工作区域,非常适合加工涡轮机导叶和转子叶片,以及航空和能源行业使用的隔热罩。Mägerle ...
MÄGERLE AG Maschinenfabrik

主轴速度: 8,000 rpm
输出功率: 115, 75 kW
X轴: 1,300, 2,100, 2,600 mm
... 与MFP系列的姐妹系统一样,美盖勒磨削中心在蠕动进给磨削、高去除率以及成型和平面磨削方面都有很好的效果。 在其旋转工作台版本中,MGC还设计了最大的顶出能力。180°旋转工作台可以在加工过程中装卸工件。因此,在很大程度上消除了更换工件的非生产性时间。因此,无论是小批量还是大批量的加工,以及特殊应用,都能实现最大的生产效率。带旋转工作台的MGC与自动上下料系统相结合,可以释放出额外的储备。开放式的旋转台也提供了理想的接口。 ...
MÄGERLE AG Maschinenfabrik

主轴速度: 12,000 rpm - 22,000 rpm
输出功率: 20 kW - 26 kW
X轴: 1,800 mm
... 一步到位的紧凑型立式磨削中心用于5面加工 NEO 5的特点是设计特别紧凑,精度高。 除了紧凑的设计外,KEHREN NEO 5还特别具有以下特点。 - 广泛的应用范围 - 刚性的铸造设计 - C轴上的静压导轨 - 在X轴和Y轴的直线导轨(如果选择)。 - 杰出的长期精度和寿命 Z轴行程最小:1100毫米 最大:1000毫米1100毫米 工作区特别为加工较小的工件而设计,最大直径可达600毫米。Ø-600 mm。同时,NEO 5涵盖了广泛的应用范围。 NEO ...
Precision Surfacing Solutions GmbH & Co. KG

输出功率: 48 kW - 105 kW
X轴: 1 m - 3 m
... MillGrind系列是专门为涡轮机行业的加工要求而开发的,是一种集多种技术于一身的解决方案。行走台设计的模块化机器系统允许根据客户的需求进行个性化配置。 自动更换刀具和金刚石辊,使加工过程中可以使用 - 氧化铝、CBN和金刚石砂轮 - 钻头 - 铣刀 - 激光熔覆 - 测量未完成的工件 - 测量机器工件,包括返工 在一次设置中。 这保证了所有的加工表面都是相互吻合的,避免了因反复的再加工而产生的误差。 除了加工新的刀片和叶片进行返工外,还可以增加激光熔覆装置。这样就可以对磨损部位进行测量、熔覆和研磨或铣削。 ...
Precision Surfacing Solutions GmbH & Co. KG
请说明:
您的建议是我们进步的动力:
剩余字数