
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}
{{product.productLabel}} {{product.model}}
{{#if product.featureValues}}{{product.productPrice.formattedPrice}} {{#if product.productPrice.priceType === "PRICE_RANGE" }} - {{product.productPrice.formattedPriceMax}} {{/if}}
{{#each product.specData:i}}
{{name}}: {{value}}
{{#i!=(product.specData.length-1)}}
{{/end}}
{{/each}}
{{{product.idpText}}}

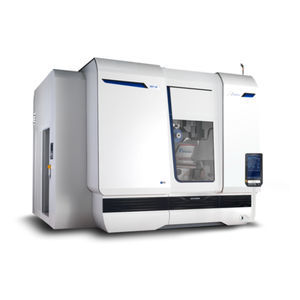
砂轮直径 : 500, 700 mm
JUCENTER CBN高速磨床将两种互补的磨削工艺组合到同一机床防护罩内。取代过去使用各自执行不同磨削任务的单机,如今使用一台JUCENTER磨床就可以通过两次单独的装夹完成磨削任务。成效是:高效率经济性磨削–并且保持顶级的精度。 亮点 加工速度快 机床可靠性高 成体投资低 占地需求少 操作成本低 操作人力需求低 使用在线量仪,尺寸精度高 控制系统带学习功能,可自动补偿圆度和其它尺寸误差 使用静压圆柱导轨(X轴,进给轴,轴向轴承),确保持续精度 磨削流程 加工传动轴 使用JUCENTER高速磨削传动轴时,1号工位磨削槽和端面。由于配置了B轴,砂轮主轴可以翻转,在极短的时间内磨削槽和端面。在2号工位执行多个对中心轴颈外圆的磨削。 1号工位使用CBN多砂轮组磨削对中心的轴颈外圆(轴颈和小头端)。与此同时,在下一次装夹(2号工位),其它砂轮头架执行非圆磨削 ...

KX TWIN 系列的机器设计用于使用可修整和无需修整的刀具进行连续滚动磨削,特别适用于齿轮和轴的中批量和大批量加工的大量生产。 其设计包括两个相对安装在回转工作台上相同的工件心轴。在加工一个工件的同时,可以在另一个工件心轴上装载和卸载另一个零件并进行校准。 此机床设计最适用于使用标准化的、价格优惠的托盘输送带和装载单元组合进行自动装载。使用可选的高速磨削心轴(HS)时,还可以磨削需要直径为55毫米(滚动磨削)或20毫米(成型磨削)的刀具,且轮廓受到干扰的齿部。
KAPP NILES

主轴速度: 0 rpm - 25,000 rpm
KNG 350 flex HS 以紧凑、装配优化的机床设计为基础,适用于直径不超过350毫米外齿工件的小批量至大批量生产加工。这类机床的特点是:即使采用小型刀具,也能实现最高的磨削质量和生产率。得益于25000 转/分钟的高速磨削主轴,带有干扰轮廓的齿轮可以使用直径55毫米以上(展成蜗杆磨削)或20毫米以上(成型磨削)的刀具加工。 这种设计为上下料方案的选择提供充分的灵活性:从手动上下料到小型自动化装置,再到机器人自动上下料系统。可选配的环式装料装置确保最短的非生产辅助时间,并且盘类工件和轴类工件都可以处理。实用且符合人体工程学的机床设计搭配便于用户使用的 ...
KAPP NILES

主轴速度: 12,000 rpm
输出功率: 50 kW
X轴: 500 mm
... 这款坚固耐用的磨削中心的基本型配有集成式刀具更换器,采用龙门式设计,有 68 个工位。刀库可灵活装载各种砂轮、金刚石轧辊、测量探头以及用于钻孔和铣削加工的刀具。刀具交换装置的大容量可在不更换刀具的情况下高效加工多个不同的工件。 刀具识别 可选配砂轮和刀具识别系统。刀具插入装载站中的支架。在装载过程之前,存储在 RFID 芯片上的数据会被安全地导入。当砂轮卸载时,芯片会写入当前数据。刀具识别消除了在机床上输入刀具数据时出错的可能性,从而确保安全和不间断运行。 刀具和砂轮修整辊同时更换装置 高速主轴的转速高达 ...
MÄGERLE AG Maschinenfabrik
主轴速度: 10,000 rpm
输出功率: 50 kW
X轴: 1,000 mm
... 通过MFP 100,Mägerle AG Maschinenfabrik以一种特别灵活的磨削中心扩展了MFP系列。新型磨削中心的特点是高工作速度、快速换刀和可扩展的换刀装置。 一次装夹就能实现多种多样的操作 Mägerle美盖勒专门为那些需要在一次装夹操作中对重型和复杂工件进行多面加工的市场设计了MFP 100。新型Mägerle美盖勒磨削中心拥有50 kW主轴功率和宽敞的工作区域,非常适合加工涡轮机导叶和转子叶片,以及航空和能源行业使用的隔热罩。Mägerle ...
MÄGERLE AG Maschinenfabrik

主轴速度: 100 rpm - 8,000 rpm
输出功率: 15 kW
轴间距离: 250 mm
... 数控刀具磨削的新标准 ISOG 22符合欧盟机械指令的所有要求。 机械指令的所有要求。自动加工的最大刀具长度已大大增加 - 超过300毫米。 而以前的最大长度为180毫米 Isog 22的亮点 垂直系统 ISOG 22的特点是:它根据专利的垂直系统工作。 专利的垂直系统,其刀具主轴是 垂直的。这意味着。刀具从各个方向都可以最佳地接触到。它在μ范围内的重复性也是 无可比拟。极高的灵活性也得益于 从这个机器概念中受益。 稳定和紧凑 稳固的基础是由聚合物混凝土制成的稳定的铸造矿物机器支架。 由聚合物混凝土制成。由于其质量大,它确保了 良好的阻尼。 最高的半径精度 从研磨点到C轴支点的非常小的距离 磨削点到C轴支点的距离非常小,保证了最高的半径 精度。 ...
Precision Surfacing Solutions GmbH & Co. KG

主轴速度: 1,000 rpm - 12,000 rpm
输出功率: 17 kW
X轴: 600 mm
... ISOG 24在这方面有新的突破。第一次,气流是向下的--在物理上是令人信服的,因为重力的方向是一样的。由于气流的控制,雾化现象较少,这使操作者对研磨过程有了更好的观察。供气通过机舱顶部的一个长开口流入机器。气流平稳而笔直,流速低。 气流和抽气量被连续实时监测,真实值显示在机器数据中。这些值与ISOG的最小和最大规格进行比较,一旦达到极限范围,就会通过信息显示给操作员。此外,排风系统有一个标准的防火挡板。 ...
Precision Surfacing Solutions GmbH & Co. KG

输出功率: 48 kW - 105 kW
X轴: 1 m - 3 m
... MillGrind系列是专门为涡轮机行业的加工要求而开发的,是一种集多种技术于一身的解决方案。行走台设计的模块化机器系统允许根据客户的需求进行个性化配置。 自动更换刀具和金刚石辊,使加工过程中可以使用 - 氧化铝、CBN和金刚石砂轮 - 钻头 - 铣刀 - 激光熔覆 - 测量未完成的工件 - 测量机器工件,包括返工 在一次设置中。 这保证了所有的加工表面都是相互吻合的,避免了因反复的再加工而产生的误差。 除了加工新的刀片和叶片进行返工外,还可以增加激光熔覆装置。这样就可以对磨损部位进行测量、熔覆和研磨或铣削。 ...
Precision Surfacing Solutions GmbH & Co. KG
请说明:
您的建议是我们进步的动力:
剩余字数