监控控制系统 Diecontrol APC Pro温度自动

添加到我的收藏夹
添加到产品对比表
产品规格型号
- 控制功能
- 监控, 温度
- 其他特性
- 自动
产品介绍
挤出模具自动控制系统
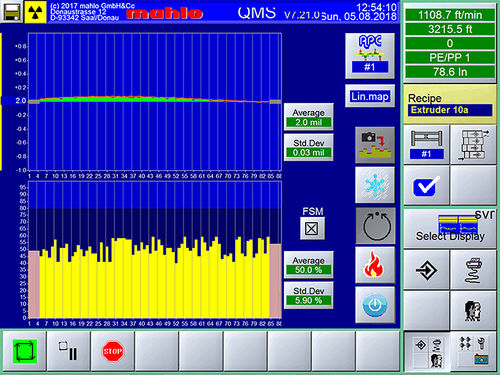
模栓控制APC Pro主屏幕
马洛模栓控制APC Pro的软件主界面。
横断面可精确控制,可连续监测各个模栓的反应。
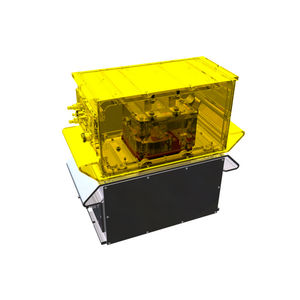
热电偶的自动控制抽出式骰子
模具控制APC Pro根据早期测量的材料截面轮廓自动控制挤出模具的热螺栓。这样,即使在进料波动、材料变化或启动系统时,也能获得均匀的薄膜、片材或涂层厚度。
自动控制和接近设定点的挤压也实现了大量的材料节约和质量提升。
产品亮点
- 通过使用优化的 "前馈 "控制算法,超短的恢复时间。
- 模块化结构便于维护和扩展
- 通过改变开关时间点自动提高功率因素
- 创新的功能,如预测性颈入补偿和边缘串联控制等。
客户利益
- 全自动减少横板厚度(涂层)的重复误差。
- 由于最小的设定点误差,可节省大量的原材料。
- 最终产品的质量有了明显的提高。
- 即时控制,确保在更换批次时将生产损失降到最低。
- 通过闭环控制,自动减少操作者的错误。
---
PDF产品目录

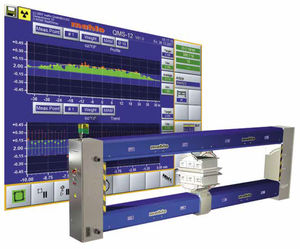
Qualiscan QMS-12
56 页
* 显示价格为参考价,此价格不含税、不含运费、不含关税,也不包含因安装或投入使用所产生的其他额外费用。参考价格可能因国家、原材料价格和汇率的不同而产生变化。