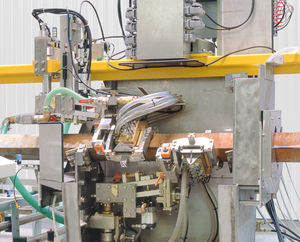
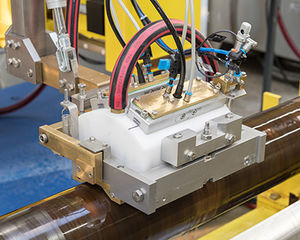
在射频管的生产过程中,超声波检测通常用于多个部位。使用射频线圈焊接后,直接对仍处于高温状态的焊缝进行检测(无端管在线检测)。经过验证的喷水耦合可防止探头过热。在线检测用于在早期阶段监控生产过程。纵向缺陷通过角束扫描进行检测,通常使用四个探头。通常情况下,管道焊缝的内部刮伤也会通过一个额外的摆动垂直探头进行监测。
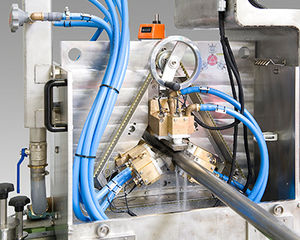
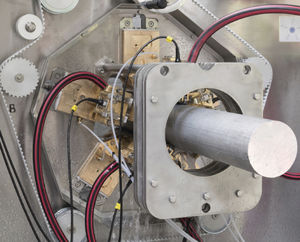
在接下来的钢管生产过程中,无缝钢管会被锯开,钢管还会经过其他生产步骤。最后,在另一个超声波检测阶段对管材进行检测(离线焊缝检测)。这通常是通过高通量检测门或检测桥完成的。对管体的检测可以在焊接前作为带材检测进行,也可以整合到离线检测中。
主要事实
- 纵向焊接射频管测试
- 典型管径范围从 80 毫米到 630 毫米(各种机械尺寸)
- 无缝管在线检测和成品管离线检测
- 采用角束电离法进行纵向缺陷检测,并根据规格要求执行其他检测任务(如刮擦检测、热影响区、管身和管端层压检测等)
---