挤出工艺说明
挤出是通过在高压压力机中通过固定模具推动材料来实现的。输出将是具有横截面轮廓的挤出杆,形状几乎为复杂形状的模具或模具的负面形状。
在进入冲床之前,材料通常会被加热(铝制约为 400°C),以便于零件成形。钢筋通常被挤出到 12 米长,但可能有较长或较短的钢筋用于特定用途。拉伸的零件将沿其长度具有恒定的横截面形状。热处理可在挤出后进行,以消除型材中的应力。
轮廓精加工
旁边的轮廓挤出,可以执行几个额外的操作:
— 沿着轮廓宽度的长度切割。
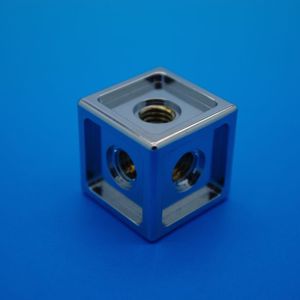
— 沿轮廓钻孔/螺纹钻孔
— 加工仅通过挤出无法完成的补充形状。
— 去毛刺
— 表面处理(主要是铝阳极氧化处理)
---